

摘要:本文探讨了电火花与线切割的工艺原理、应用领域及区别。电火花主要利用电极与工件之间的放电产生高温来加工金属,适用于复杂形状和精细加工;而线切割则通过细线电极的高速往复运动切割金属,适用于直线和曲线切割。理论分析表明,两者在工艺原理和应用领域上有所不同,电火花适用于高硬度材料加工,线切割则具有更高的加工精度。本文旨在帮助读者更好地理解这两种工艺的特点和应用场景。
本文目录导读:
电火花和线切割是工业制造领域中常见的两种加工方法,尽管它们都是利用电能进行加工,但在工艺原理、设备结构、应用领域等方面存在明显的差异,本文将对电火花和线切割进行详细的介绍和比较,以帮助读者更好地理解两者的区别。
电火花
1、工艺原理
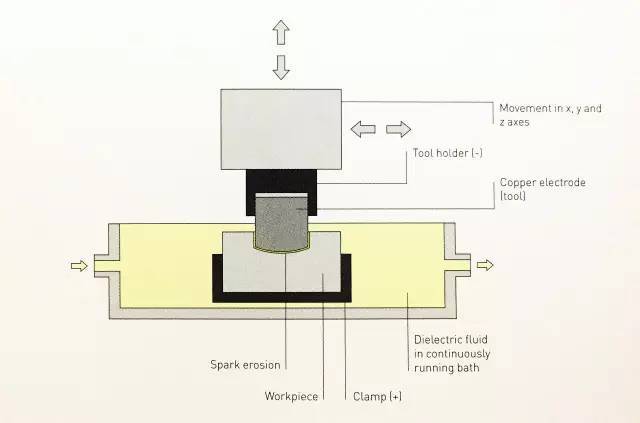
电火花是一种利用电能进行加工的工艺,主要用于金属材料的加工,其原理是通过工具电极和工件之间的脉冲性放电,产生高温和化学反应,从而去除工件上的材料,形成所需的形状。
2、设备结构
电火花加工设备主要包括机床、脉冲电源、工具电极和控制系统等部分,机床用于固定和移动工具电极,脉冲电源提供电能,工具电极与工件之间产生放电。
3、应用领域

电火花加工适用于各种硬度和导电性的金属材料,如模具、精密零件、齿轮等,由于电火花加工过程中工具电极与工件之间无机械接触,因此特别适合加工复杂形状和难以加工的金属材料。
线切割
1、工艺原理
线切割是一种利用细金属丝(通常为铜线)作为电极,通过电极与工件之间的电弧放电来切割金属材料的工艺,其原理是通过细金属丝与工件之间的电弧放电产生高温,使工件材料熔化并被细金属丝带走,从而实现切割。
2、设备结构
线切割设备主要包括机床、细金属丝、脉冲电源和控制系统等部分,机床用于固定和移动细金属丝,脉冲电源提供电能,控制系统控制切割过程。
3、应用领域
线切割广泛应用于各种金属材料(如钢、铜、铝等)的切割和加工,特别适用于切割薄板、精密零件和异形零件等,线切割的切割精度高,表面质量良好,因此也广泛应用于制造业的各个领域。
电火花与线切割的区别
1、工艺原理:电火花通过脉冲性放电去除材料,而线切割则是通过细金属丝与工件之间的电弧放电来实现切割。
2、设备结构:电火花加工设备主要包括机床、脉冲电源、工具电极等,而线切割设备则主要包括机床、细金属丝等。
3、应用领域:电火花适用于模具、精密零件等金属材料的加工,而线切割则广泛应用于各种金属材料的切割和加工,特别适用于切割薄板、精密零件和异形零件等。
4、加工精度:线切割的切割精度较高,表面质量良好,而电火花的加工精度受到工具电极形状和放电条件等因素的影响,可能存在一定的加工误差。
5、材料适应性:电火花可以加工各种硬度和导电性的金属材料,而线切割则主要适用于导电性良好的金属材料。
电火花和线切割都是工业制造领域中的重要加工方法,各具特点,电火花适用于金属材料的加工,特别是复杂形状和难以加工的金属材料;而线切割则广泛应用于各种金属材料的切割和加工,具有较高的切割精度和良好的表面质量,了解两者的区别有助于我们在实际工作中根据需求选择合适的加工方法。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...